

药用玻璃瓶缺陷分类(三)
按照缺陷类型分类 :包括外观缺陷、尺寸缺陷、理化问题
按照严重程度分类 :微小缺陷、主要缺陷、关键缺陷
(1)微小缺陷 :缺陷不影响产品质量货工序能力
(2)缺陷导致关键的损害
(3)缺陷导致容器不完整及污染风险
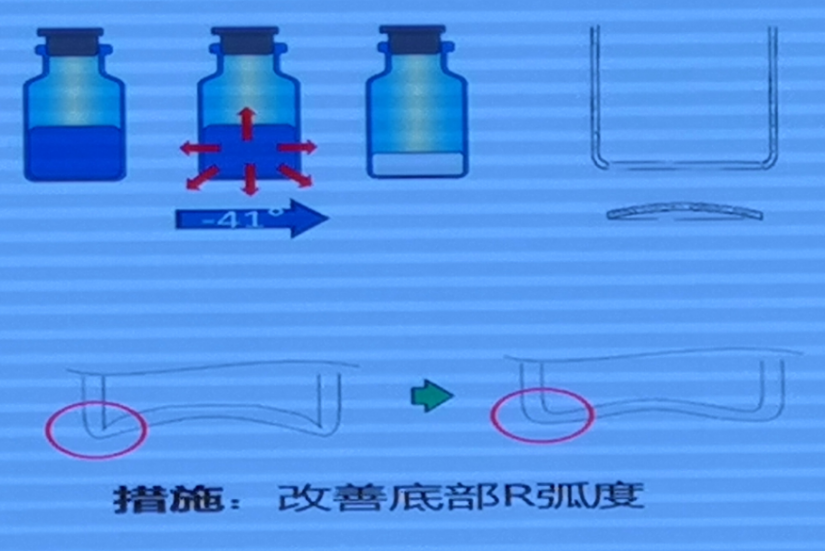
◆其他常见问题分析-耐冷冻掉低
原因:加工过程中控制不当,造成底部R弧度太小
注:ISO8362-1标准中对瓶底部R弧有明确的控制要求,
在YBB00292005-2-2015标准无检测要求。
改善措施:改善底部R弧度。
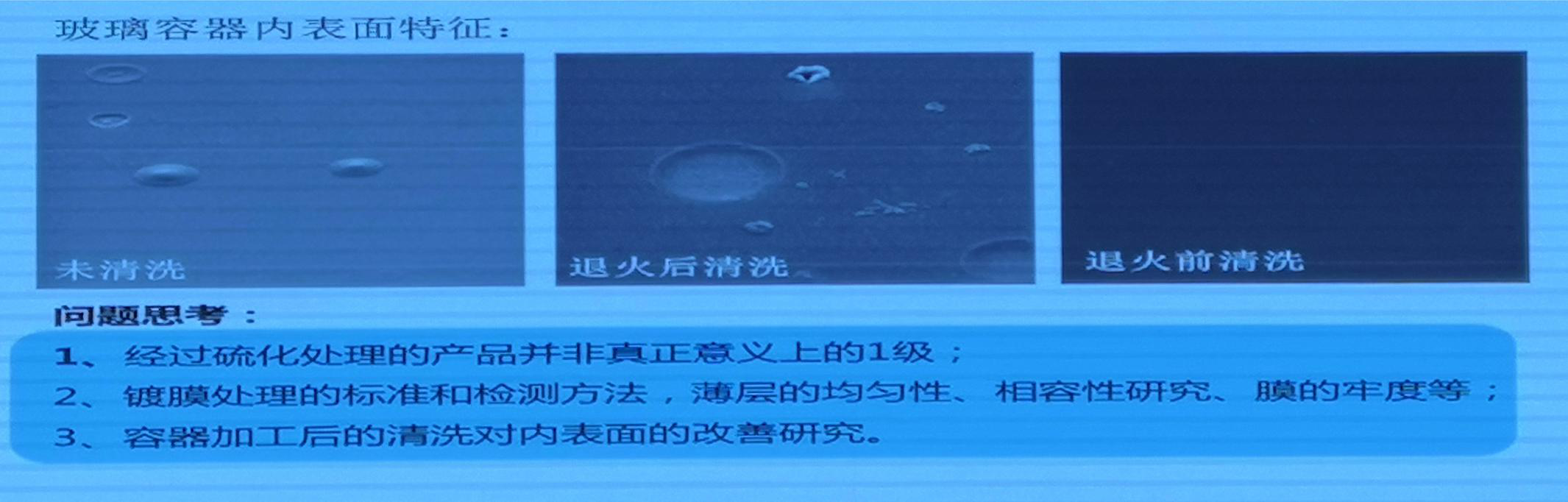
◆其他常见问题分析-内表面耐水性
※材质本身:不同供应商材质指标(颗粒耐水)有差异
※加工问题:好的材质加工后性能(内表面耐水)不一定是最佳
※通过控制和改善后加工工艺,可改善性能(内表面耐水)
改善措施:
»稳定加工工艺:温度、机速
»退火条件
◆其他常见问题分析-内表面耐水性
不良原因:玻璃里面的钠、硼等,在加工过程中硼酸盐挥发,挥发后附着在瓶壁底部偏上的位置。
措施1:控制火焰的强度、降低火焰的温度、机速等;
措施2:清洗(制瓶后清洗:退火前?退火后?)
措施3:内表面处理:如硫酸铵处理,镀膜硅化处理等

玻璃容器内表面特性:
◆其他常见问题分析-冻干挂壁
现象:冻干后瓶身雾化(俗称雾化)
原因:玻璃小瓶内表面特性的差异,会导致一种被称为“雾化”的现象,在各种药品冻干后,发现了雾化。在药品灌装过程中,药物溶剂因为表面张力梯度,爬行玻璃小瓶的内表面,在冻干后,形成白色烟雾。
具体:药液粘度大,冻干过程温度迅速降低,瓶壁的药液未完全落下就冷凝在内部。
措施:
1、减少操作过程的晃动
2、使用内表面镀膜瓶


